靳逸飞,丁永春,温家浩
1.中船重工海为郑州高科技有限公司 河南郑州 450001
2.中国船舶重工集团公司第七一三研究所 河南郑州 450001
作为快速成形技术的增材制造(Additive Manufacturing,AM),采用工业制造领域三大种类制造方式(基于增材制造方式、基于减材制造方式和基于形变制造方式)中的基于增材制造方式,并被广大学者和机构称为第三次工业革命和“野蛮神器”,该技术打破了人们长久以来的传统制造观念,对现代制造业产生了深远的影响,被全球众多国家列入国家战略规划并大力发展,在消费电子产品、汽车、航天航空、医疗、军工、船舶及艺术设计等多个领域都得到了广泛应用。
增材制造技术的出现催生了许多新型产业和新型设计理念。当今主流的3D打印技术包括立体光固化成形(SLA)、选择性激光熔化(SLM)、数字光处理成形(DLP)、熔融沉积成形(FDM)、分层实体制造(LOM)、喷墨沾粉式(PP)、选择性激光烧结(SLS)、选择性热烧结(SHS)、直接激光烧结(DMLS)及电子束选区熔融成形(EBM)等[1]。其中,立体光固化成形(Stereo Lithography Appearance,SLA)是最早、最成熟且使用最广泛的快速成形技术,具有产品开发周期短、设计自由程度高、复杂零件制造工序简易,以及人工成本低等特点[2]。
2.1 技术特点
SLA相比较于其他3D打印技术,具有诸多显著的优点:它是最早出现的快速原型制造工艺,成熟度高,经过时间的检验;
系统工作稳定,自动化程度高,可完全实现无人值守;
投资成本较低;
成形精度高,一般在0.1mm以内,比其他成形技术都要精细;
表面质量好,零件表面光滑,只需要少量的后处理;
系统分辨力较高,可以实现结构复杂零件的加工,最小壁厚可达到0.3mm,能比其他成形技术更好地加工带有复杂表面的薄壁零件;
成形尺寸大,目前机器加工平台可达到1400mm×700mm×500mm以内的大尺寸产品;
加工速度快,扫描速度最大可到12m/s,结合可变光斑技术,可获得很高的加工效率;
材料利用率接近100%。
2.2 技术原理
SLA是目前最为成熟和广泛应用的一种3D打印技术。它以液态光敏树脂为原材料,首先在计算机上用三维制图软件对成形件制作三维模型,然后生成并输出STL文件格式的模型,再利用切片软件对该模型进行分层切片,得到模型的各层断面的二维数据群Sn,将文件导入SD卡中,计算机从下层S1开始按顺序将数据取出,通过氦-镉激光器或氩离子激光器发射出的紫外激光束,在液态树脂表面扫描出第一层的断面形状,被扫描部位的光敏树脂薄层发生光聚合(固化)反应,在工作台表面形成成形件的一个薄层界面。当一层树脂扫描固化结束后,工作台上移一个层厚的距离,再进行下一层紫外光扫描和树脂固化,新固化的树脂层与前一层牢固地黏合,如此重复,直至整个工件层叠到Sn为止,最终得到一个完整的制件实体模型,如图1所示。

图1 SLA基本原理
2.3 工艺流程
SLA打印机(见图2)的机械组成部分包括激光发生器(Laser)、柔性焦距透镜组(Lenses)、扫描器(Scanning Mirror)、容池(Vat)、升降台(Elevator)、刮板(Sweeper)、零件分层面(Layered Part)、构建平台(Build Platform)、液体光聚合物(Liquid Photopolymer)。

图2 SLA典型设备示意
SLA的工作过程如下。
1)通过CAD设计出三维实体模型,利用离散程序将模型进行切片处理,设计扫描路径,产生的数据将精确控制激光扫描器和升降台的运动。
2)激光光束通过数控装置控制的扫描器(X-YScanning Mirror),按设计的扫描路径照射到液态光敏树脂表面,使表面特定区域内的一层树脂固化,当一层加工完毕后,就生成零件的一个截面。
3)升降台下降一定距离,固化层上覆盖另一层液态树脂,再进行第二层扫描,第二固化层牢固地黏结在前一固化层上,这样层层叠加而成三维工件原型。
4)将原型从树脂中取出后,进行最终固化,再经打光、电镀、喷漆或着色处理即可得到要求的产品。
SLA工艺的关键点在于计算机控制下的紫外激光,根据预定物品各个分层截面的边缘为轨迹,以光敏树脂为原料,对处于液态树脂进行逐点扫描,这些被扫描后的树脂薄层,发生光化学聚合反应,一个层面从而形成。运动工作台,前层聚合完毕后,再进行一层新的液态树脂扫描固化。每一层新的凝固层牢固地黏合在前一层上,反复操作,最终完成物品打印。
3.1 展示设计模型定制化应用
西安美术学院的马寰[3]采用3DSMax+Rhino等CAD三维处理软件搭配SLA增材制造技术完成对主题大型会展“梦境识空”展示模型的设计与实现(见图3),其中模型复杂的弧度与曲度如果使用传统模型制作方式,则几乎无法实现,同时缩短展示设计模型制作的周期,降低原料的使用,减少废料的产生。

图3 “梦境识空”主题大型会展设计模型制作
美国雷神公司曾采用SLA增材制造技术制作了一套战术导弹全尺寸模型(见图4),经过细节处理与上色,导弹外观、结构和战斗原理被清晰展示于视野之中,相对于单纯的计算机图样模拟方式,其展示和讲解效果倍增,可在该产品未正式量产之前真实地展示设计作品或还原设计意图,在重大项目投标或重要参展活动中为其推广创造有利条件[4]。

图4 雷神公司的战术导弹全尺寸SLA模型
3.2 首件快速试验验证应用
对于复杂系统产品的开发,采用SLA增材制造技术快速制作出部分甚至全部的零件原型,进行试安装和系列相关装配试验,验证设计开发的合理性和安装工艺与装配要求,更容易在短时间内发现问题或缺陷,并迅速、方便地及时解决与纠正,在开发周期、成本与进度方面具有相当积极的意义。图5所示为运用SLA技术制作的全尺寸航空发动机模型,其内部MD-90 驾驶室操控模块,74个零部件均为SLA增材制造技术制造而成,通过不同组件、不同颜色的处理加持,运行情况展现力极强。因此,短时间、低成本样机模型的制作,为其运动分析和可维护验证分析提供有力支撑,整个项目节省时间10个星期,并节约资金5.16万美元[5]。

图5 SLA 全尺寸航空发动机模型
3.3 快速模具开发与制造方面应用
北京石油化工学院的焦向东等[6]针对采用SLA增材制造技术来制备小批量注塑模具应用进行了系列化研究,通过对光敏树脂材料本身性能的提升来满足注塑模具所需的强度、导热性与耐磨性性能条件,通过加入固体陶瓷强化的环氧树脂混合料来提高材料成形的强度和耐磨性,利用SLA复杂结构成形特点制备中空外壳模具填充铝粉与环氧树脂混合物来提高材料成形的导热性能和强度等方法研究,成功制备出可用来注射低密度聚乙烯产品的模具,使用寿命为120件。
刘洋[7]利用SLA增材制造技术与快速精密铸造技术相结合,衍生出SLA直接熔模精密铸造、SLA间接模具制造精密铸造技术工艺。图6所示为直接熔模工艺流程,利用SLA技术制备精密铸造用熔模代替蜡型模具来进行直接高温烧制脱模,完成铸件生产;
图7所示为间接模具制造工艺流程,利用SLA原型通过真空浇注方法制备硅胶模具作为模具,经注蜡制备出精密铸造用蜡模,最后利用传统精密铸造工艺完成铸件生产。

图6 SLA直接熔模精密铸造工艺流程

图7 SLA间接模具制造精密铸造工艺流程
3.4 工业设计创新应用领域
SLA 增材制造技术应用于工业设计领域,不但缩短产品研发周期,降低新产品开发风险,而且使产品设计更具人性化、个性化,同时让设计师在工业设计观念、程序、方法等方面,与产品、企业、消费者之间重构了良性关系。常伟[8]通过微观分析细胞结构作为设计灵感,利用SLA技术来实现,完美诠释了人体工程学的设计理念,同时还提出在工业设计的艺术创新战略,工业设计师需要在整个设计过程通盘考虑所需材料的特性,而非最后工序,从而在工业设计领域中,更好地满足不同设计学科对产品色彩、形态、宜人性和美学性等指标的量化描述,体现SLA技术在工业设计创新战略中“人、信息、技术”研究创新的发展思路。
4.1 材料性能差
SLA技术发展迅速,但目前在SLA领域的市场份额相对较低,这主要是由于打印的材料自身性能有缺陷,例如力学性能不足,打印的对象不能直接作为结构件使用。SLA技术采用的材料又称光敏树脂,通常由低聚物、活性稀释剂和光引发剂及其他添加剂组成,其性能普遍较脆、韧性差,这些材料经不起冲击。此外,SLA材料的生物相溶性较差也限制了其在生物工程材料中的应用。
4.2 设备智能化及自动化程度不高
目前,国内的SLA打印机大多是采用激光顶部照射的工业机,主要缺点是无论打印样件体积多大,但由于存放在容器槽的树脂较多,这样就造成挥发的树脂也会较多,产生原材料的浪费,而且树脂材料是有毒性的,应用环境不利于工作人员的健康;
若想换取不同的材料打印,则要将树脂槽内的光敏树脂全部清理更换,实际操作非常不方便,一台机器一般只能使用一种材料,不能一机多用;
在设备打印过程中,工件是完全浸没于液态树脂中,无法查看打印效果,一旦初期就出现打印问题,由于操作者无法获得信息反馈,因此不能采取相应停止措施,就会造成材料与时间的双重浪费。采用激光底部扫描的 SLA打印设备是将激光装置移至打印机的底部,虽然采用从底层扫描的方式可以有效地解决树脂更换麻烦与打印情况不明的问题,但是目前仍存在与激光固化树脂功率和扫描速度等因素有关的稍大体积样件与工作台黏结牢固性问题。
4.3 技能型人才匮乏
目前,SLA增材制造技术在应用时,对产品设计、参数处理等方面的专业性要求较高,除了增加工作人员的负担外,也带来了入门门槛高的问题。增材制造高新技术技能型人才正在成为企业和科研院所追逐的焦点,但目前有开设增材制造专业的高校较少,即便已经开设的院校,作为新兴行业的增材制造技术迭代和沉淀不足,也就很难培养出优秀的增材制造技术人才,导致市面上设备多而会操作的人员少的现象,同时具备全面和综合的知识储备(掌握不同3D打印工艺的特点、三维建模软件的使用、三维扫描技术、激光内雕技术、三维模型的切片、支撑及后处理技术等)、掌握基于知识转化的技能与技术、积极高效的设计迭代思维与开发技能的技能型人才更是凤毛麟角。
5.1 完善标准体系
SLA增材制造技术的发展前景广阔,在市场规模不断扩大的背景下,要想让增材制造可以得到规范化、产业化发展,必须加强顶层设计、健全标准,因此亟待由政府相关部门或行业内权威机构,尽快编制并出台统一的制度标准,包括材料生产标准、设备研发标准、技术评估标准、设计标准及认证检测标准等在内的一整套SLA增材制造标准体系。国外增材制造标准体系如图8所示 。
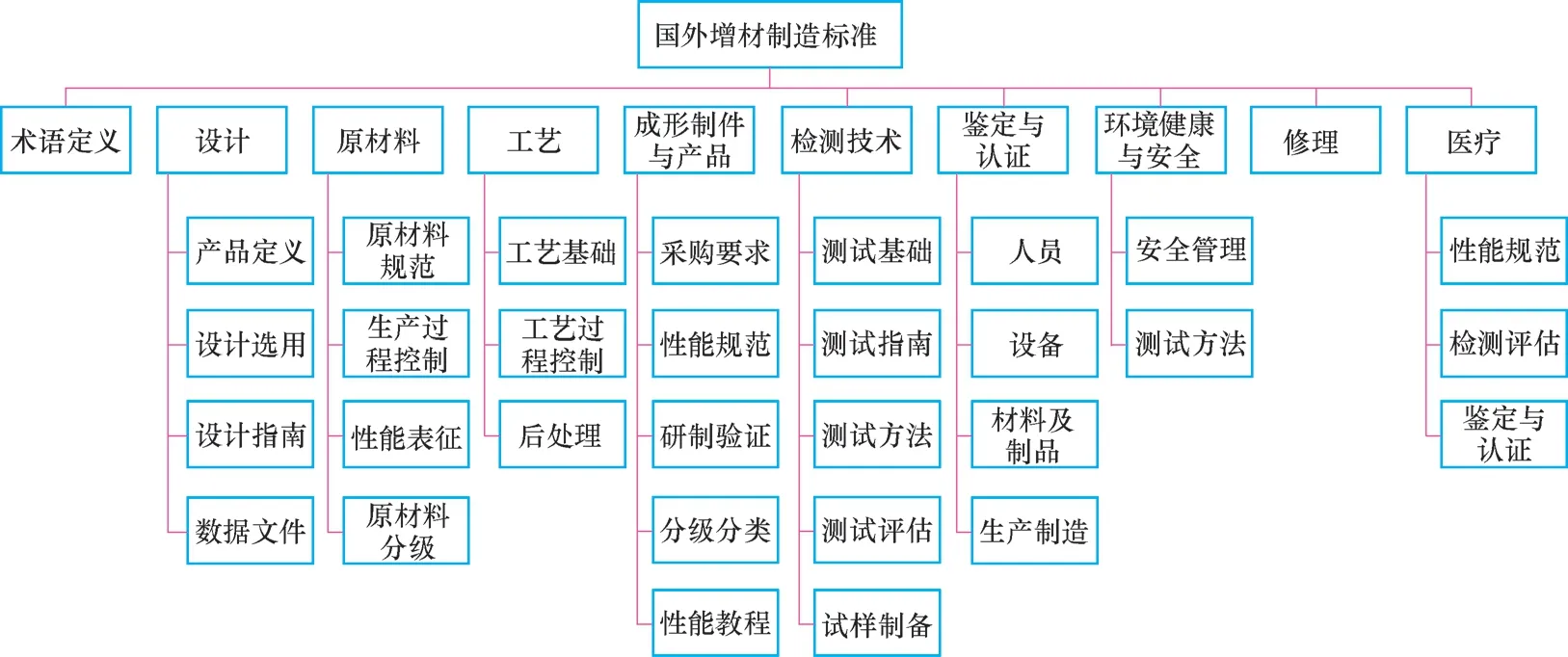
图8 国外增材制造标准体系
有了完善的标准制度,可为SLA增材制造技术发展提供强有力的保障。例如,近年来许多科研单位在纳米材料、高分子复合材料、功能梯度材料方面展开了深入探究。在实行统一标准后,对各类材料的参数、标准等予以规范,在选购SLA增材制造材料时,检查是否符合标准规范,从而杜绝劣质、“山寨”材料,保证打印产品的性能和质量。
专利权是专利权人的一种法定垄断权,实现专利的有效布局是专利权人控制和引领市场的重要途径之一,但只有技术标准与专利战略协同发展,才能深度参与国际技术市场竞争,具备引领国际产业发展的话语权,SLA增材制造作为一个新兴产业同样面临着技术标准的制定和实施。技术标准与专利的结合就会产生所谓标准必要专利,而标准必要专利又往往是具有高价值的核心专利,我国官方机构和企业除了加强技术研发、提升专利质量之外,还应积极参与国际标准制修订,推动国家标准的建立,这是掌握标准必要专利的主要途径,也是占领专利、市场乃至科技制高点的必经之路,必须给予高度重视。
5.2 实现降本增效
当一个行业发展到一定规模或是遇到发展瓶颈时,降本增效不失为一个很好的思路。SLA有广阔的应用前景,也是研究最为透彻的打印技术。目前,SLA应用于企业实际生产的还较少,较多处于科研院校的研究中。部分原因在于,其设备、光敏树脂、打印服务价格昂贵,同时一般光敏树脂固化后不可回收利用、后处理工序及更换树脂时清洗容池需要大量的溶剂等。这些存在的问题在一定程度上制约了SLA快速发展、应用及推广的步伐,其也是降本增效的着手点。
5.3 配套新材料开发
过去几年间,随着增材制造设备出货量的增长,增材制造设备的产业链发生了明显的变化。全球增材制造设备领先的企业(如Stratasys和3D Systems等)都开始把业务从设备延伸到材料和服务领域,它们试图在增材制造领域建立类似传统打印行业的盈利模式,即卖设备挣钱不多,卖打印耗材成为主要的盈利方式。
在中国,高质量的SLA增材制造材料(即光敏树脂)还比较短缺。例如,在SLA增材制造材料领域,国产材料能够达到的打印精度与进口材料相比差一个档次。虽然国产材料的价格只是进口材料的一半,但用户在打印精度要求较高的产品时还是会优先选用进口材料。这些利润丰厚且有技术含量的3D打印材料领域为国内相关材料企业提供了很好的、替代进口的潜在市场。目前,不同非金属材料利润分布如图9所示,从图9可看出,聚酰胺为非金属中利润最多的材料。

图9 不同非金属材料利润分布
目前,SLA材料主要作为临时材料使用,如失蜡铸造、模型、原型设计等,极大地限制了该技术的推广和使用。SLA技术的一个重要特点是光敏树脂必须具有低黏度或良好的流动性。低黏度树脂具有较小的分子量,这导致了高交联度的光固化材料进一步使材料变得硬脆。但如果使用分子量较大感光树脂,则黏度就会很高。树脂的黏度和性能之间的矛盾是目前SLA技术难以解决的问题。
3D打印未来的市场机会在于材料,而以下3个方面是今后SLA材料研究与应用的热点。
(1)功能化光敏树脂 近年来,SLA技术被广泛应用于生物、医疗领域,开发出抗菌聚合物光敏树脂、多孔性骨骼或生物组织工程支架用光敏凝胶材料和硬组织修复用光敏树脂材料等,材料具有生物相溶性,可实现生物器官的3D打印成形。
(2)高精度、快速成形的光敏树脂 3D打印成形部件通常需要3~4h以上,增加了产业的商业成本,此外SLA的3D打印材料是以层叠加成形,层与层间连续性导致成形部件精度低。因此,实现光敏树脂界面间连续固化成形、提高成形精度,是未来研究方向。
(3)无毒环保型光敏树脂 通常光敏树脂配方中需要添加稀释剂,以达到降低黏度的目的,稀释剂存在挥发现象,会造成大气污染和资源浪费,因此开发新型无溶剂、低黏度绿色环保的光敏树脂成为一大研究热点。
5.4 全过程自主可控
从专利技术演化路径角度来看,中国专利落后于美国专利4~6年。但由于专利的披露较技术的实际进展存在一定差距,两国实际技术差距应在10年以上。作为重要战略技术,3D打印不能始终跟着别人走,也不能被别人牵着鼻子走。因此,需从国家层面、行业层面、企业层面,实施创新驱动发展战略,布局有助于3D打印发展的战略与政策,提高自主创新能力,加快推进技术转化及产业化,从模型设计始端到后处理终端实现自主技术,材料、装备、技术等不能受控于国外,要完全国产化,甚至“卡别人脖子”。
被广大学者誉为“第三次工业革命”的增材制造技术,自诞生之日起,便深受全球众多国家的关注并大力发展,在越来越多的科研院所及企业中得到了大量研究与部分应用。目前,SLA增材制造技术作为增材制造技术中发展迅速、最为成熟的一种技术,广泛应用于展示模型制作、首件试验件、铸造与注射成形模具、工业设计等领域,为我国可持续发展提供了新的解决方法,大幅度减少了资源浪费。但SLA技术更加成熟地发展仍面临着众多机遇和挑战,材料科学和3D打印其他相关领域技术的成熟、计算机软硬件的迅猛发展,以及高科技部门创造力的协同作用,是应对这些挑战的关键举措。今后,完善标准体系、提高智能化程度、大力发展新材料、实施降本增效,以及加快技能型人才的培养等,是SLA领域的发展趋势。因此,紧跟时代发展潮流,扎根材料、设备、工艺、后处理、流程及服务等基础研究,掌握关键技术及核心技术,不断提升SLA打印技术水平、打印服务水平,是我国未来SLA增材制造技术的发展道路。
猜你喜欢光敏增材成形石材增材制造技术研究石材(2022年4期)2022-06-15光固化3D打印中光敏树脂的研究进展山东陶瓷(2021年5期)2022-01-17MFC2019首届汽车冷弯(滚压与拉弯)成形技术论坛成功举办模具制造(2019年4期)2019-12-29CR1 500HF热成形钢开发及应用山东冶金(2019年5期)2019-11-16激光增材制造仿真过程分析制造技术与机床(2019年6期)2019-06-25我国增材制造技术的应用方向及未来发展趋势表面工程与再制造(2019年1期)2019-05-11法兰轴零件的冷挤镦成形工艺及模具设计制造技术与机床(2018年9期)2018-09-19人生若只如初见滇池(2017年5期)2017-05-19基于光敏阵列直接调制的单栅式时栅位移传感器光学精密工程(2016年5期)2016-11-07焊接增材制造研究新进展焊接(2016年4期)2016-02-27